 |
Grafitbergbau in Mühldorf von Ing. Alois Reifmüller |
Teil 7 (Seite 24 bis Seite 28)
|
|
Als Gießereigrafit hat er das Anbrennen des Gusses an die Sandform zu
verhindern, die Oxydation der Oberfläche
des Gußstückes zu erschweren und seine Herausnahme aus der Form zu
erleichtern. Zur Erreichung dieses Zieles
wird der Grafit entweder in Wasser angerührt und mit einem Pinsel auf die
trockene Form gestrichen, oder die Form
in die Grafittrübe getaucht. Bei nassen Formen wird der Grafit mit einem
Staubbeutel auf die Form gestaubt. Zum
Anrühren der Grafitschwärze fand der Raffinadegrafit in Stücken zum
Bestauben der Formen mit dem Staubbeutel,
der Mehlgrafit Verwendung. |
|
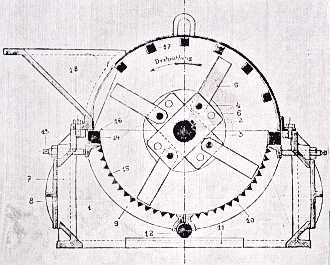
Trotzdem kam es vor, daß die rutschigen, größeren Grafitbrocken vom Brecher
immer
wieder hochgestoßen wurden. Ihre Zerkleinerung konnte nur durch
Niederdrücken der
Stücke von Hand aus erfolgen.
Von der Hammermühle gelangte der Rohgrafit nunmehr in einer
Stückgröße von höchstens l0 mm auf zwei Scheibenbeschicker, die an
das Gut an vier Nasskollergängen über Holzlutten gleichmäßig zuteilten. |
|
Das zur Nassmahlung benötigte Wasser wurde den Kollergängen mit Eisenrohren von einm kleinen Reservoir aus, das vom Werkskanal gespeist wurde, zugeleitet. 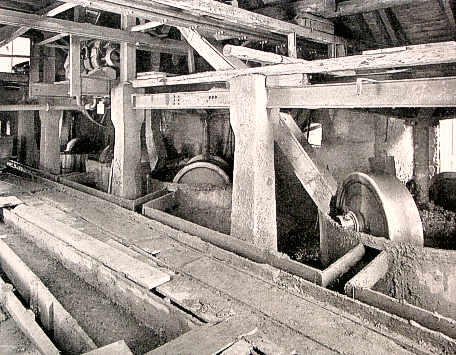 Nass - Kollergänge Beim Reservoirauslauf war jedes Rohr mit einem Wechsel versehen, sodaß der Wasserzulauf zu jedem Kollergang reguliert werden konnte. Unter gleichnäßiger Materialaufgabe und ständigem Wasserzusatz, erfolgte eine Feinmahlung durch die 40 mal in der Minute umlaufenden schweren eisenwalzen. Die feinen Grafitteilchen wirbelten im Wasser hoch, während die spezifisch schwereren und gröberen Teilchen teilweise am Boden des Bottichs liegen blieben. Sie wurden von Zeit zu Zeit, meistens alle acht Stunden bei Schichtwechsel, durch eine am Boden des Holzbottichs befindliche Ablassöffnung aus der Maschine entfernt. Die schwersten Teilchen blieben in der Nähe der Kollergänge am Boden liegen und wurden in Hunde geladen und auf die Abfallhalde gebracht. |
|
Die beim Ablassen des Bottichinhaltes im Wasser Schwebenden
verhältnismäßig schon feinen Grafitteilchen floßen einem
Becken zu und wurden von dort von einer Schlammpumpe wieder
in die Kollergänge zurückgepumpt.
Um das Funktionieren des Bremsberges
zu sichern, durften die Hunde nur zu einem Drittel mit Abfällen
gefüllt werden, damit der abgebremste Rohgrafithund den
mit Abfallgrafit gefüllten Hund hochziehen konnte. Nach Einstellung
der Föderung aus dem Richardstollen, mußte ein Haspel
der elektrisch angetrieben wurde, die nunmehr vollgefüllten
Abfallhunde hochziehen. |

|
zum Grafitbergbau
zur Home Page zur Ortsauswahl zur Mühldorf Seite
![]()
Diese Seite wurde am 20. November 2003 erstellt.